

Application:
Metal Fabrication
Maintenance and Repair
Auto Bodye
Precision fabrication
Heavy fabrication
Pipe and tube fabrication
Aerospace
Aluminum ship repair
Anodized aluminum fabrication
Processes:
DC TIG (GTAW)
AC TIG (GTAW)
MIX TIG (GTAW)
Pulsed TIG (GTAW-P)
Stick (SMAW)

General View Of Control Panel
1. Welding Process
DC TIG / AC TIG
MIX TIG / DC MMA
2. Memory Display
3. Memory
4. Ammeter/Voltmeter Display
5. Encoder Control
6. AC Waveshape types
7. Arc Ignition type
HF Impulse
LIFT Arc
8. Pulser Control
Pulse Frequency: 0.2Hz~200Hz
Pulse Width (Ratio): 1~100%
Base Current: 5A~250A
Peak Current: 5A~250A
9. Mode
2T(STD) / 4T(HOLD) / REMOTE
10.Sequencer Control
Arc-starting Current: 10A~160A
Crater-filling Current: 5A~160A
Current Up-slope Time: 0.1S~10S
Current Down-slop Time:0.1S~15S
11. Pre-Gas Time: 0.1S~10S
Flow-Gas Time: 0.1S~15S
12. AC Waveshape types
Advanced Squarewave / Soft Squarewave
Triangular Wave / Sine Wave
13. Arc Ignition Polarity: DC+ / DC-
14. MIX TIG
MIX Frequency: 0.1Hz~5Hz
DC Balance: (%) 10~90
15. AC Waveshape
AC Frequency Range: 20Hz~200Hz
AC Clean Width (AC Balance): +40~-40
AC Clean Ratio (AC Bias) %: +30~-50
MIX TIG Control
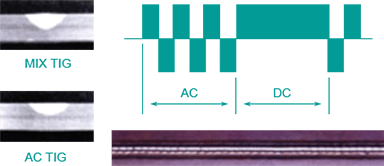
Features of MIX TIG:
The AC current can get a very good clearance, and DC current can get a deeper penetration. Use the MIX TIG we can get an excellent Arc Concentration, can be carried out the excellent welding performance from thin to thick plate.
1) Nice weld appearance, deep penetration.
2) Excellet Arc Concentration..
3) Substantially reduce the electrode consumption.

MIX TIG Frequency (Hz):
the cycle time of MIX
TIG in 1 second. Adjustable range: 0.1-10Hz..
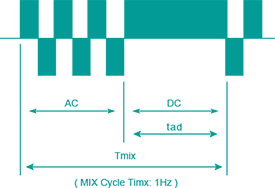
MIX TIG Balance (DC) %:
DC Balance (%) = (tad/Tmix) x 100
AC Waveshape Controls
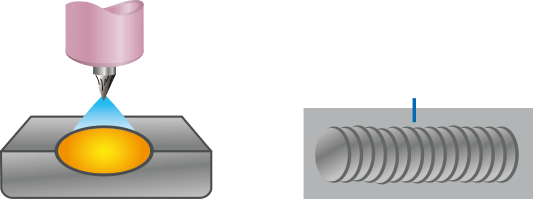
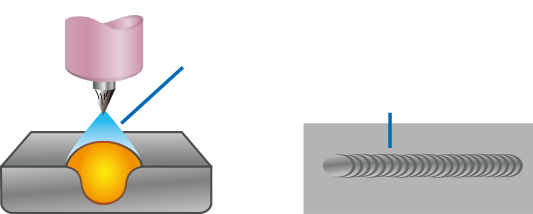
AC Frequency control
Controls the width of the Controls the width of the arc cone.
Increasing the AC Frequency provides a more focused arc with increased directional control.
Note: Decreasing the AC Frequency softens the arc and broadens the weld puddle for a wider weld bead.
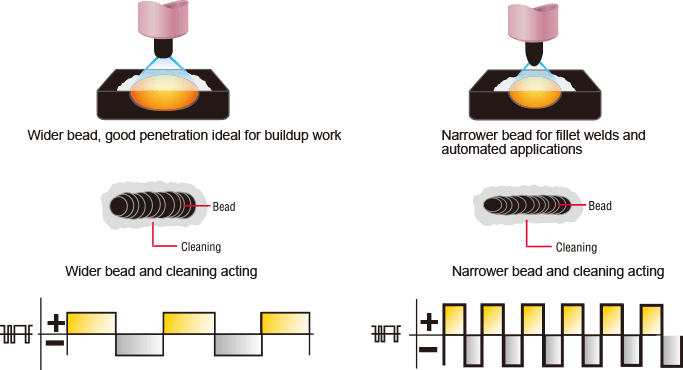
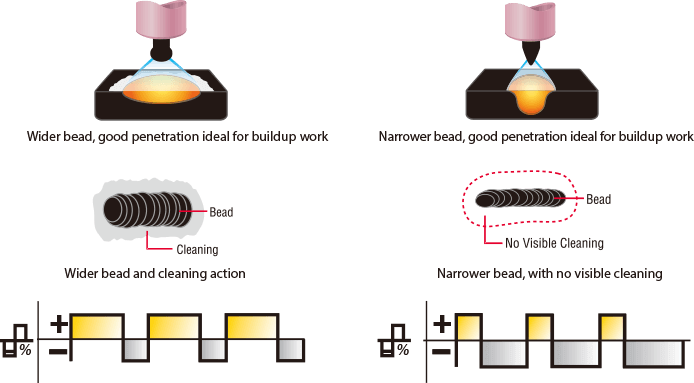
AC Balance Control
Controls arc cleaning action. Adjusting the % EN of the AC wave controls the width of the etching zone surrounding the weld..
Note: Set the AC Balance control for adequate arc cleaning action at the sides and in front of the weld puddle. AC Balance should be fine tuned according to how heavy or thick th eoxides are.
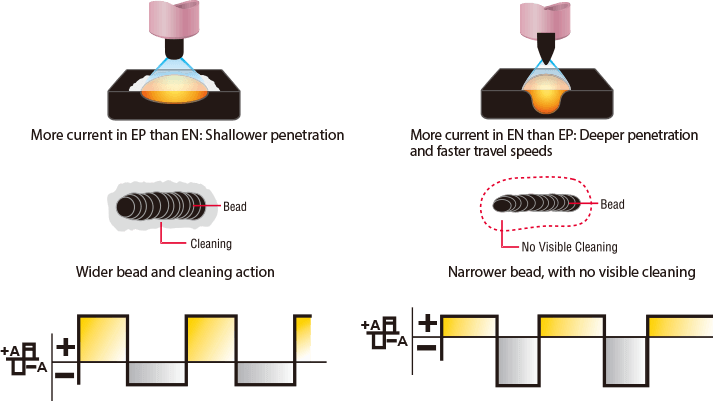
Independent AC Amperage Control
Allows the EN and EP amperage values to beset independently. Adjusts the ratio of EN to EP amperage to.
precisely control heat EN amperage controls the level of penetration, while EP amperage dramatically effects the arc cleaning action along with the AC Balance control.
AC waveshape options

Pulsed TIG Controls
The Pulsed TIG function switches the amperage from a high(peak) to a low(background) at a set rate(PPS). Pulsing can reduce heat input by lowering the average amperage,increasing control of the weld puddle, penetration and distortion. The following parameters can be adjusted for desired results:
Low-Speed Pulse
1 to 10 pulses per second(PPS) will produce a distinct ripple pattern in the weld bead. Can be used to time filler addition,reduce distortion and improve control.
High-Speed Pulse
100 pulses per second(PPS) and higher helps to focus the arc for increased stability, penetration an d travel speed. Increased puddle agitation improves weld microstructure.
LET'S STAY IN TOUCH
Get updates on sales specials and more
FOLLOW US
We want to hear from you!




Copyright © 2022 HANGZHOU TOPWELL TECHNOLOGY CO.,LTD. | 浙ICP备2022006748号


